13507496198
0731-82121678

产品中心
- 智慧灯杆
- LED景观灯
- 监控杆
- 标志杆
- 龙门架
- F型显示屏杆
- 高杆灯
- 太阳能路灯
- 信号灯杆
- 监控八棱杆
- 信号灯八棱杆
- 机柜
- 操作台
- 实验台
- 控制台
- 工作台
- 钣金
- 设备箱
- 岗亭
- 监控电视墙
- 车牌识别系统
- 人行通道闸系统
- 动态人脸识别系统
- 车位引导系统
- 楼宇对讲系统
- 公共广播系统
- 防盗报警系统
- 门禁考勤系统
- 视频会议系统
- 综合布线系统
- IPTV电视系统
- 电子围栏系统
- 视频监控系统
新闻资讯
联系我们
企业名称:长沙杰视安防科技有限公司
手机:13507496198
电话:0731-82121678
邮箱:373203589@qq.com
地址:湖南省长沙市雨花区人民路9号
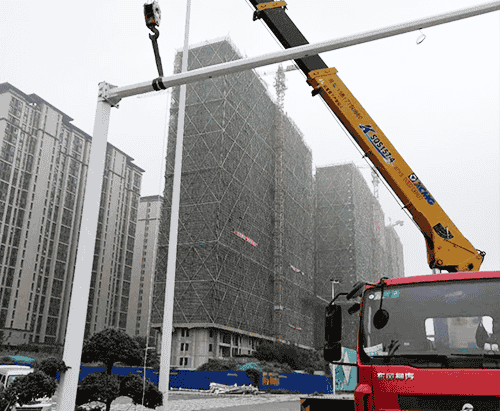
武鸣监控立杆生产流程详细描述
一、监控杆出产流程:(1)下料→(2)折弯→(3)焊接→(4)修补打磨→(5)整形→(6)齐头→(7)装底板→(8)焊底板→(9)开门→(10)焊门条、电器条、锁座→(11)弯叉→(12)镀锌→(13)喷塑→(14)总检→(15)发货
二、监控杆下料前的开料尺度计算
1、惯例灯杆宽为0.85米、1.25米、1.5米,厚度为2.75mm、3.0mm、3.5mm、3.75mm。
序号
称号
厚度
出产用料
材料使用率
抱负板料
1
6米灯杆
2.75
1250/4
89.77%
1122/4
2
7米灯杆
3.0
1250/4
96%
1200/4
3
8米灯杆
3.0
1250/4
100%
1270/4
4
10米灯杆
3.75
1500/4
100%
1522/4
5
12米灯杆
3.75
850/2
97.88%
832/2
2、使用使用率所计算出以下监控杆标准的开料尺度:
(1)6米监控杆:已知灯杆上口=φ60,锥度=11‰,δ=2.75,L=6000,选用宽为1.25米钢板料;所得开料尺度:上口开料尺度=174,下口开料尺度=387,依据下料尺度,可开4张。
(2)7米路监控杆:已知灯杆上口=φ60,锥度=11‰,δ=3.0,L=7000,选用宽为1.25米钢板料;所得开料尺度:上口开料尺度=179,下口开料尺度=421,依据下料尺度,可开4张。
(3)8米路灯灯杆:已知灯杆上口=φ60,锥度=11‰,δ=3.0,L=8000,选用宽为1.25米钢板料;所得开料尺度:上口开料尺度=179,下口开料尺度=456,依据下料尺度,可开4张。
(4)10米路灯灯杆:已知灯杆上口=φ70,锥度=11‰,δ=3.75,L=10000,选用宽为1.5米钢板料;所得开料尺度:上口开料尺度=208,下口开料尺度=553,依据下料尺度,可开4张。
(5)12米路灯灯杆:已知灯杆上口=φ70,锥度=11‰,δ=3.75,L=12000,选用宽为0.85米钢板料;所得开料尺度:上口开料尺度=208下口开料尺度=624,依据下料尺度,可开2张。
三、各工序要求:
1、下料剪切
(1)剪切前首要调整好裁条机的斜度与所需纵剪尺相符。
(2)定好钢板摆放方位,确保余料的最大尺度,使余料能使用。
(3)长度尺度由开平常确保,宽度尺度要求≤±2mm高杆下料尺度公役每节杆大头取正公役:一般:0-2mm。小头取负公役,-2-0mm尺度调整好以后,由裁调机,主动切开完结。
(4)设备方面:开料应检查滚剪设备的运转情况,清除轨道上的杂物,保持设备的良好运转状态。
2、折弯
折弯是灯杆出产中最要害的一道工序,折弯的好坏,直接影响灯杆的质量,并且折弯成形后无法修补的。具体留意如下:
(1)折弯前:首要清除板料上的割渣,确保折弯时无割渣压伤模具。
(2)检查板料的长度、宽度和直度,不直度≤1/1000,如不到达要求,进行批改,特别是多边形杆一定要确保不直度。
(3)调整大型折弯机折弯深度,确认板料摆放方位。
(4)在板料上正确划线,差错:≤±1mm。
(5)正确对线,正确折弯,使管缝到达最小,一起两条边高底不大于5mm。
3、焊接
焊接时对折弯机后的管坏进行直缝焊接,因焊接是半主动焊接。主要是焊工应有较多的责任性,焊接时应该随时调整焊松方位及基参安大略湖。确保焊缝直线度。
4、修补打磨
修补打磨是对主动焊接后的管坯缺陷进行修补。修补人员应该逐根进行检查,发现有缺陷的当地进行补,补焊完结后,再进行修磨,修磨的接处与主动焊缝根本相同。
5、整形
整形工序包含灯杆的调直及坯杆两端的整圆及多边形对角线尺度,一般公役:<±2mm。坏杆直线度差错不超越:≤±1.5/1000。
6、齐头
齐头工序是把弯成的管坯两端修平,确保管口与中心线笔直,不存在视点及高度不平,一起修平后,进行端面磨光。
7、装底板
点焊底法兰和筋板,要害是确保底法兰与灯杆中心线笔直,筋板与底法兰笔直,一起与灯直母线平线。
8、焊底法兰及筯板
焊接要求参照国家标准的焊接工艺,确保焊接质量焊接缝要漂亮,没有气孔、夹渣。
9、开门
本工序在工作过程中,有必要胆大心细。首要要看清图纸确认门的方向,然后依照图纸尺度定位,尺度包含:上下、左右,及门框尺度大小,等离子切开时要心细,确保割缝一直线,一起割下的门板与灯直配号用电焊烧字。
10、焊门条、电器条、锁座
焊门条时20mm宽的门条,伸出8-10mm方位放正,特别是点焊时门条应紧贴灯相干,焊接要结实。焊电器条及锁座,主要是依照图纸定好方位,锁座焊在门中间,差错≤±2mm,保持上面水平,不能超进灯杆。
11、弯叉
监控杆弯叉工序与开门有相同性质,应该胆大心细。首要留意门的方向,第二留意起弯点,第三灯叉视点、牵引速度,不能忽快忽慢,克保成品率100%。
12、镀锌
镀锌好坏直接影响灯杆的质量,监控杆镀锌要求按国家标准履行镀锌,镀后外表润滑、无色差,不能有流挂,流挂严峻的灯杆有必要重新返镀。
13、喷塑
(1)打磨:将镀锌杆处外表用抛光砂轮磨平,确保灯杆外表润滑、平坦、无气泡。
(2)调直:将打磨后的灯杆校直及口形的整形,灯杆不直度有必要到达1/1000,口径要求小杆≤±1mm、高杆≤±2mm。
(3)装门板
(4)把所有门板进行镀锌后的处理,监控杆处理包含挂锌、漏镀及锁孔中的存锌。
(5)钻螺丝孔时有必要电钻与门板笔直,门板四周间隙持平,门板平复。
(6)螺丝固定后,门板不能有松动,固立有必要结实以防运输途中脱落。
(7)喷塑粉:将装好门的灯杆进行喷房,依据出产计划单要求塑粉色彩喷塑,然后进烘房,烘房温度及保温时间有必要严格按各塑粉要求以确保灯杆的附着力和光洁度等质量要求。
14、灯杆出厂查验监控杆出厂时查验,由厂部质检员进行,出厂查验员有必要依照灯杆查验的项目逐项查验,查验员有必要进行记录存档,一起查验单有必要车间文凭的质检员一起签字后方可发货。
15、包扎、发货(可依据客户需要来进行包扎)。
以上内容来自监控杆厂家强大光电,转载请注明。
本文网址:http://www.afgcw.com/wuming_xingyexinwen/423.html
关键词:生产流程立杆详细
地区推荐:
联系我们
杰视安防

0731-82121678 
373203589@qq.com 
13507496198

湖南省长沙市雨花区人民路9号 关注我们
 版权所有 © 杰视安防 afgcw.com 主营:监控杆,操作台,机柜 欢迎来电咨询! 电话:13507496198 固话:0731-82121678 湘ICP备11012148号-9 技术支持:云优网络
版权所有 © 杰视安防 afgcw.com 主营:监控杆,操作台,机柜 欢迎来电咨询! 电话:13507496198 固话:0731-82121678 湘ICP备11012148号-9 技术支持:云优网络 - LED景观灯